




新(xīn)購(gòu)数控钻铣床经过一段时间的使用(yòng)出现了一些问题,主要反映在两个方面:一是工人操作不熟练,无法独立解决突发问题造成停机时间長(cháng);二是机床本身配置较低,需要严格按流程操作不然影响运行精度。综合前期各方面反馈的情况,為(wèi)了更好的指导生产提高设备利用(yòng)率,现简单介绍一下数控钻铣床基础操作。
一、开机
1、开机前检查線(xiàn)路是否有(yǒu)破损,清理(lǐ)机床工作台杂物(wù);
2、开启机床背后的電(diàn)路主开关;
3、开启面板電(diàn)源开关。
二、手动操作
此机床一共提供两种手动操作方式。
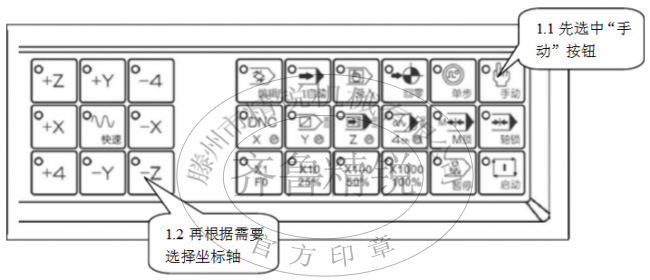
1、手动操作。选中“手动”操作按钮,确定需要移动的轴和方向,在手动區(qū)域内选择移动。
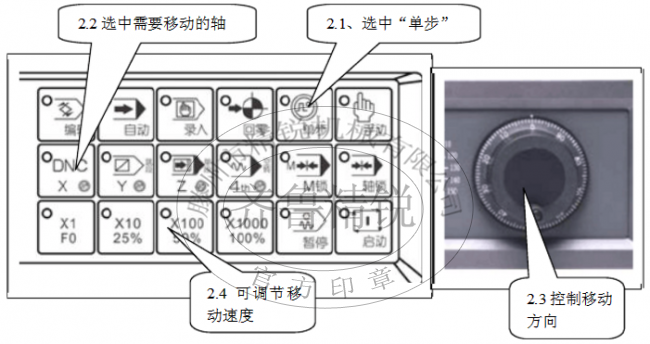
2、手轮操作。先选中“单步”按钮,再选择需要移动的轴,通过手轮控制移动方向。倍率等级可(kě)以控制移动速度。
三、回零
每次断電(diàn)后必须进行回零操作。
1、回零前需切换到手动状态,当Z轴接近上限位时先手动向负方向移动一定距离以免装到限位开关;
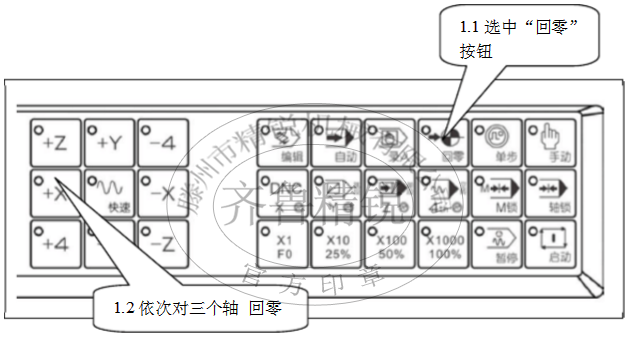
2、选中“回零”按钮,首先回+Z轴零;
3、再回+Y轴零;
4、最后回+X轴零。
四、超限位后释放操作
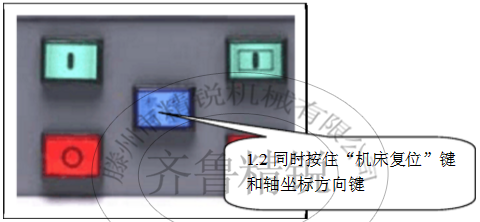
如果操作不当碰到限位开关,应首先确定超出限位的坐(zuò)标轴和方向。再切换到手动状态,同时按下“机床复位”和轴向按钮。

五、对刀(dāo):
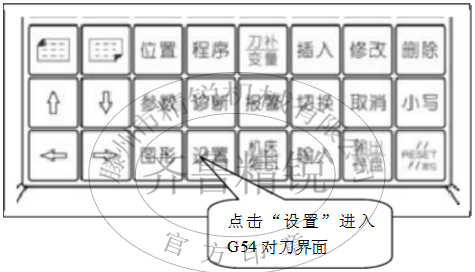
机床回零后必须进行对刀(dāo)操作。 选择“单步”按钮,移动X/Y轴使钻花(huā)中心对准钻套中心,减小(xiǎo)倍率移动Z轴进入钻套内,确认旋转自如后选择“设置”按钮进入G54对刀(dāo)界面。将机床坐(zuò)标系中的X/Y轴数值分(fēn)别输入G54中。提起钻花(huā),移动坐(zuò)标轴,使钻花(huā)尖部接近钻套顶部平面,将机床坐(zuò)标系中的Z值输入G54坐(zuò)标。
六、选择程序 每次选中的程序為(wèi)机床加工程序,自动运行前必须确认程序正确。
1、选中“编辑”按钮;
2、选中“程序”按钮,通过方向键选择程序号。

